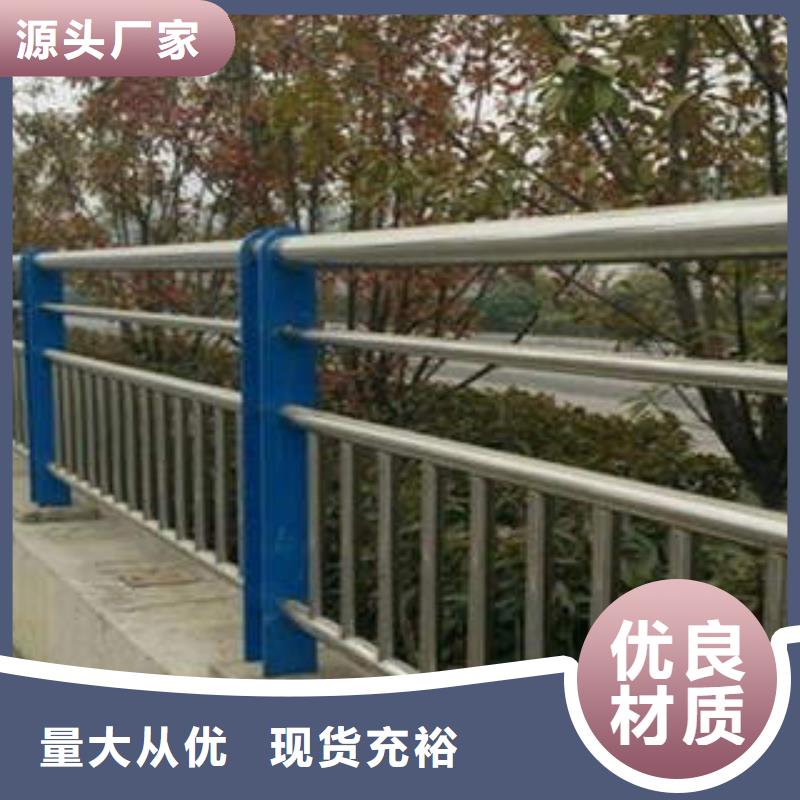
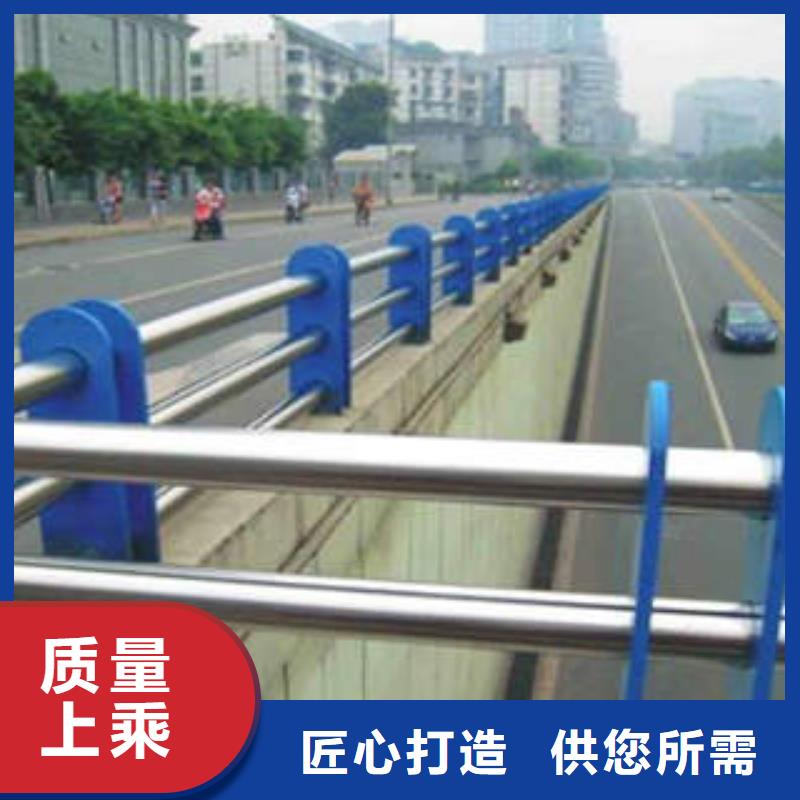
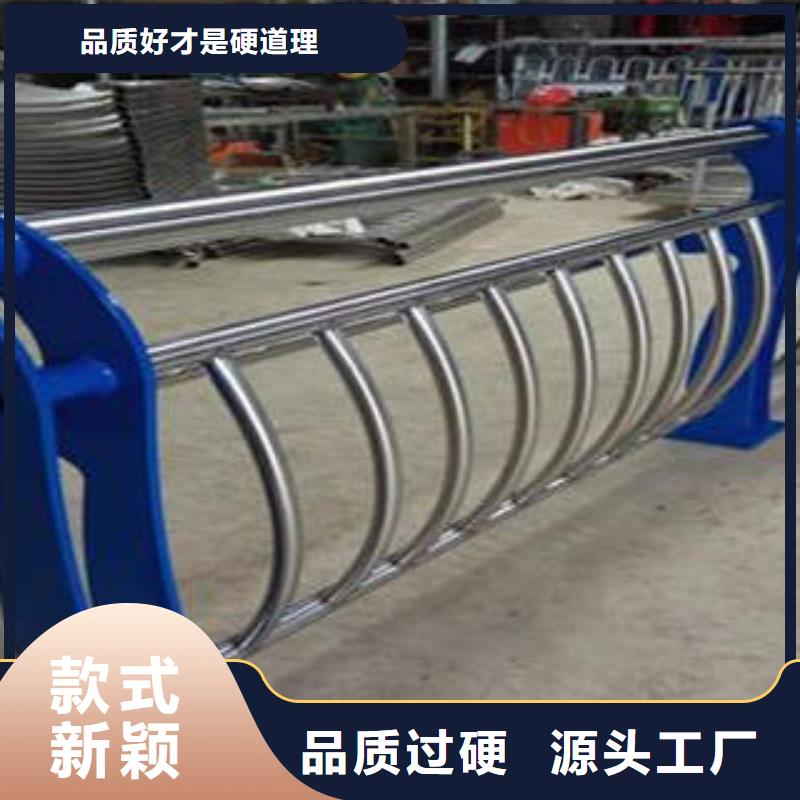
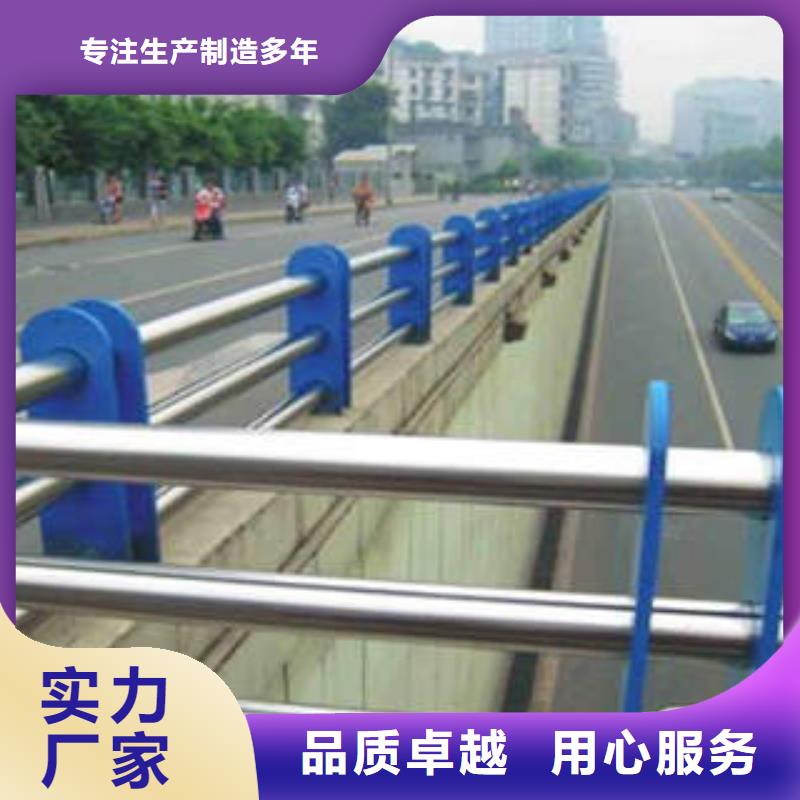
不锈钢复合管生产厂家-批发

常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。


焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



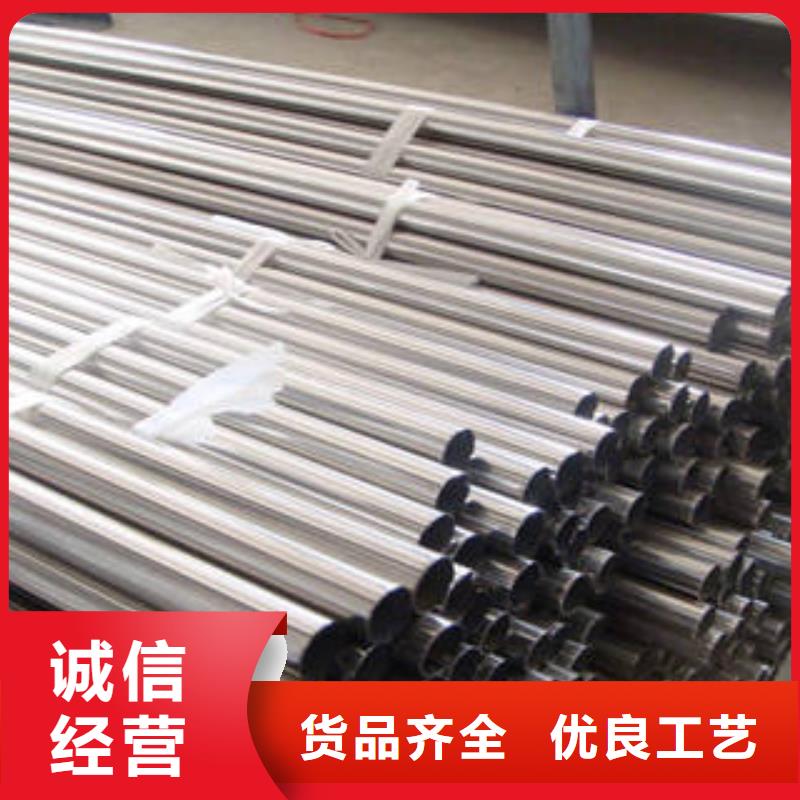
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
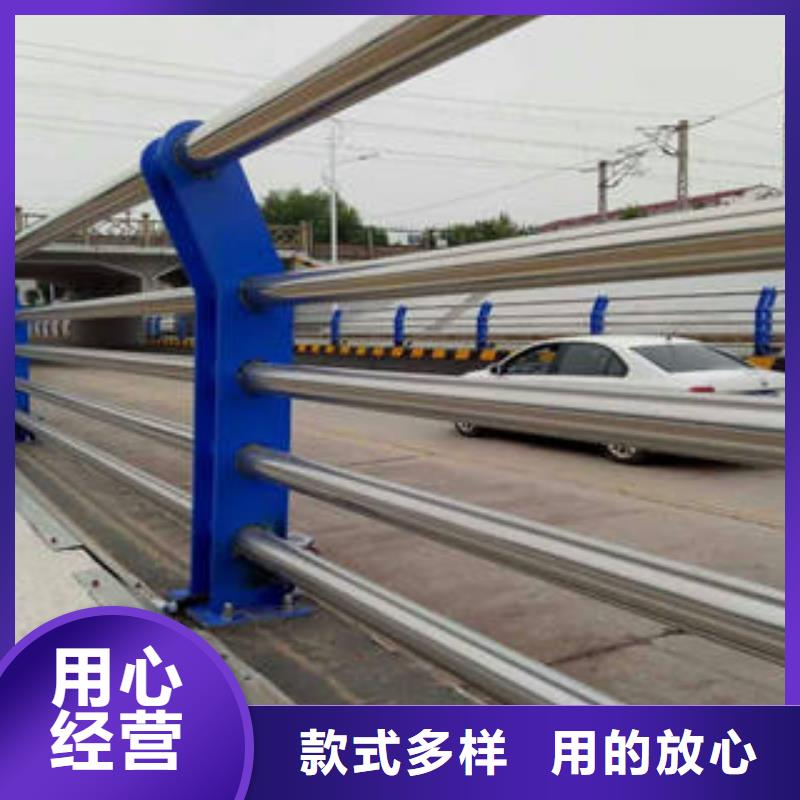
不锈钢复合管一般以金属作支撑材料,内衬以环氧树脂和水泥为主,它的特点是重量轻、内壁光滑、阻力小、耐腐性能好;也有以高强软金属作支撑,而非金属管在内外两侧。它的特点是管道内壁不会腐蚀结垢,保证水质;也有金属管在内侧,而非金属管在外侧,如塑覆铜管,这是利用塑料的导热性差起绝热保温和保护作用。



黄山徽州茂硕钢铁 有限公司地处黄山徽州经开区,是一家从事研发设计、生产、销售 不锈钢碳素钢复合管护栏厂家制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 不锈钢碳素钢复合管护栏厂家产品畅销全国125个城市地区;诚挚期待与您合作。


- 不锈钢井盖供应商可定制 2025-09-28
- 批发不锈钢复合管_精选厂家 2025-09-28
- 圆管弯曲机用户喜爱厂家 2025-09-28
- 2025价格优惠#镀锌管#本地厂家 2025-09-28
- 无缝钢管-实体厂家质量放心 2025-09-28
- 愚公斧全国送货上门 2025-09-28
- 精密管有现货也可定制 2025-09-28
- 天沟销量高 2025-09-28
- 商薯匠心品质 2025-09-28
- 性价比高的落水系统公司 2025-09-28
- 不锈钢复合管生产厂家-批发 2025-09-28
- 不锈钢井盖供应商可定制 2025-09-28
- 批发不锈钢复合管_精选厂家 2025-09-28
- 圆管弯曲机用户喜爱厂家 2025-09-28
- 2025价格优惠#镀锌管#本地厂家 2025-09-28
产品





联系方式
